

uhmwpe管管道采用热熔或电熔连接时管材与管件必须是同种材质
PP管材管道采用热熔或电熔连接时,管材与管件必须是同种材质,安装应采用材料供贷商认可的专用机具。
uhmwpe管与金属管道连接,应采用带金属嵌件PP-R管件作为过渡件,该管件与PP-R管材采用热熔连接,与金属管道采用丝扣连接。大口径管道,亦可采用法兰连接。
当管道采用热熔连接时,应按下列步骤进行:
(1)将热熔工具接通电源,至工作温度指示灯亮后方能开始操作。
(2)切割管材,应使端面垂直于管轴线。管材切割一般使用管子剪或管道切割机,必要时可使用钢锯,但切割后管材端面应去除毛边、毛刺。
(3)管材与管件连接面应清洁、干燥、无油。
(4)用合适的笔在管端标绘出热熔深度。
(5)熔接弯头或三通时,应按设计图纸的要求,注意接管的方向。
(6)连接时,无旋转地把管端插入热熔工具的加热套管内,直至所标志的深度;同时无旋转地把管件套入热熔工具的加热头上,也到达规定的标志处。加热时间应满足热熔工具厂家的规定,到达加热时间后,立即把管材和管件从加热套和加热头上同时取下,迅速无旋转地直线均匀地进行对插,到达规定的深度,使接缝处形成均匀的凸缘。
当uhmwpe管管道采用电熔连接时,应按下列步骤进行:
(1)应保持电熔管材与管件的熔合部位干燥。
(2)管材的连接端面应垂直于管轴线,擦净管件连接面上的污物,在管材表面标出插入深度,并刮除其表皮。
(3)校直两对应的连接件,使其处于同一轴线上。
(4)熔连接机具与电熔管件的导线连通应正确。连接前,应检查电加热的电源电压,加热时间应符合电熔连接机具与电熔管件生产厂家的有关规定。
(5)在熔合及冷却过程中,不得移动和转动,不得在连接件上施加任何外力。电熔连接的标准加热时间应由生产厂家提供,并应随环境温度的不同而加以调整。
原创文章版权归镇江平达塑料防腐管材有限公司所有,转载请注明出处:http://www.ld-pp.com/
 塑料储罐
塑料储罐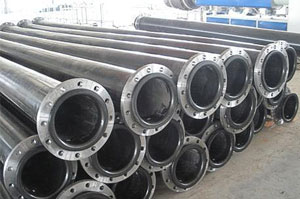 uhmwpe管
uhmwpe管 玻璃纤维增强聚..
玻璃纤维增强聚.. 工程聚乙烯PP管
工程聚乙烯PP管 PPH管三通
PPH管三通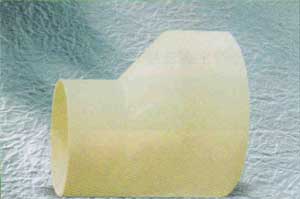 PPH偏心异径管
PPH偏心异径管 PPH管活套法兰
PPH管活套法兰 PPH管异径大小头
PPH管异径大小头 异径三通frpp管
异径三通frpp管 frpp闷盖
frpp闷盖 盲法兰frpp管材
盲法兰frpp管材 法兰frpp管材
法兰frpp管材 frpp管大小接头
frpp管大小接头